2.
3.
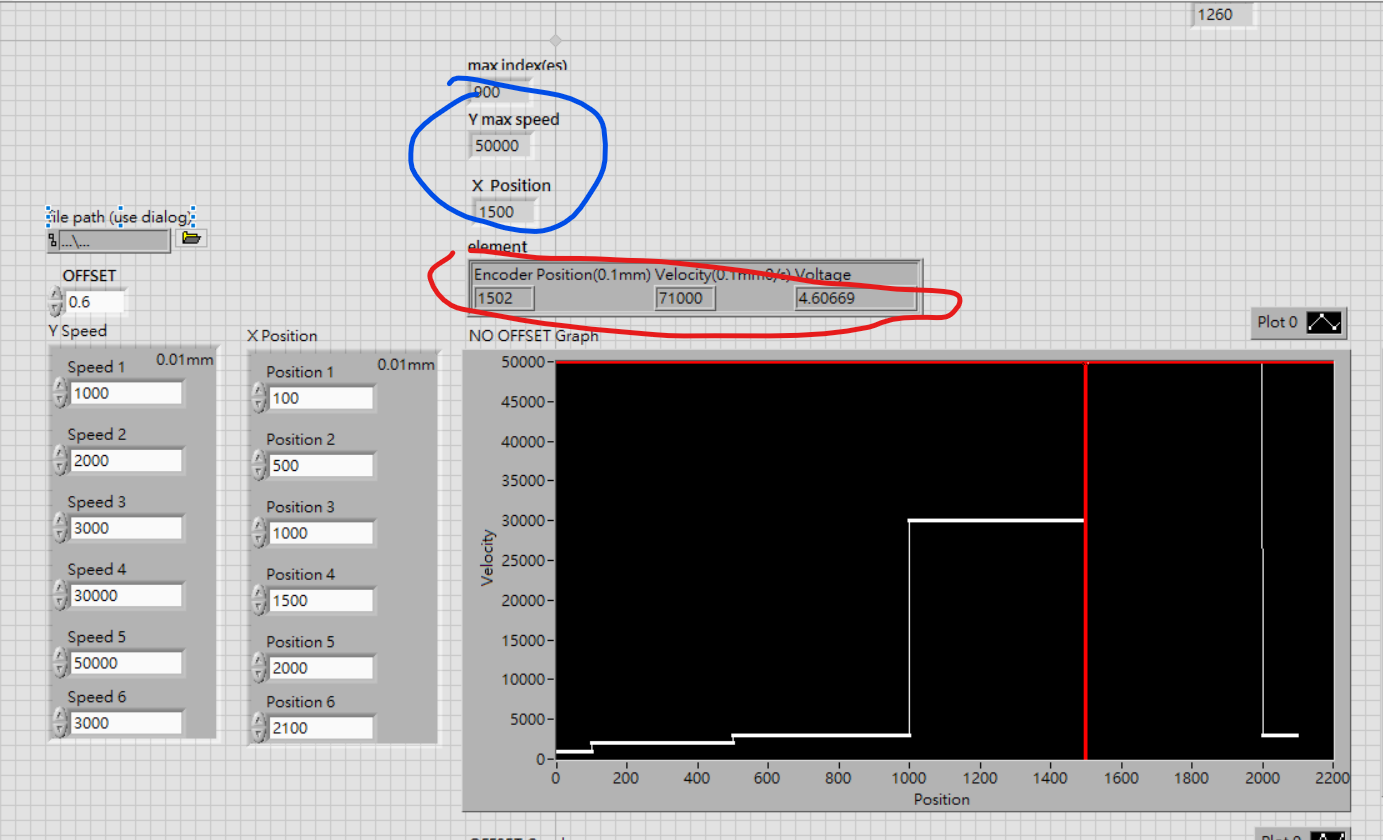
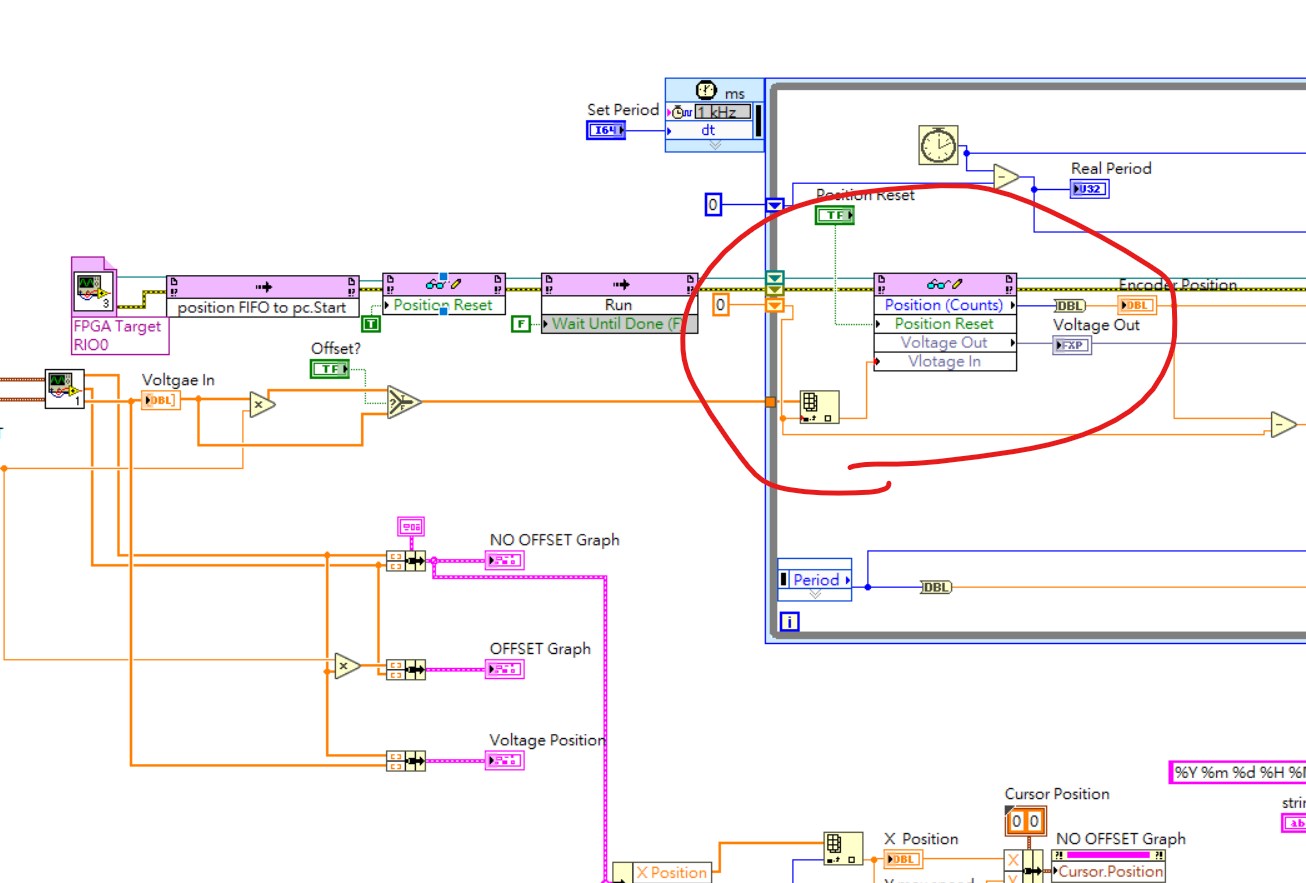
想請問前輩目前有一個預設曲線、以及實際數據撈進來的曲線、在預設曲線中抓到速度最高的那個點跟實際曲線最相鄰的點的速度去比較,因為機台是吃電壓的所以在圖一當中進入Time loop餵給機台是由預設曲線相對位置轉換成的電壓,假設說在實際曲線跟預設曲線比較過後如有不足、過高,要於下一次執行時在預設曲線最高點那個位置進入補償,但不影響原先設定好的Position數值,想詢問前輩們有甚麼方法可以達到目的呢?
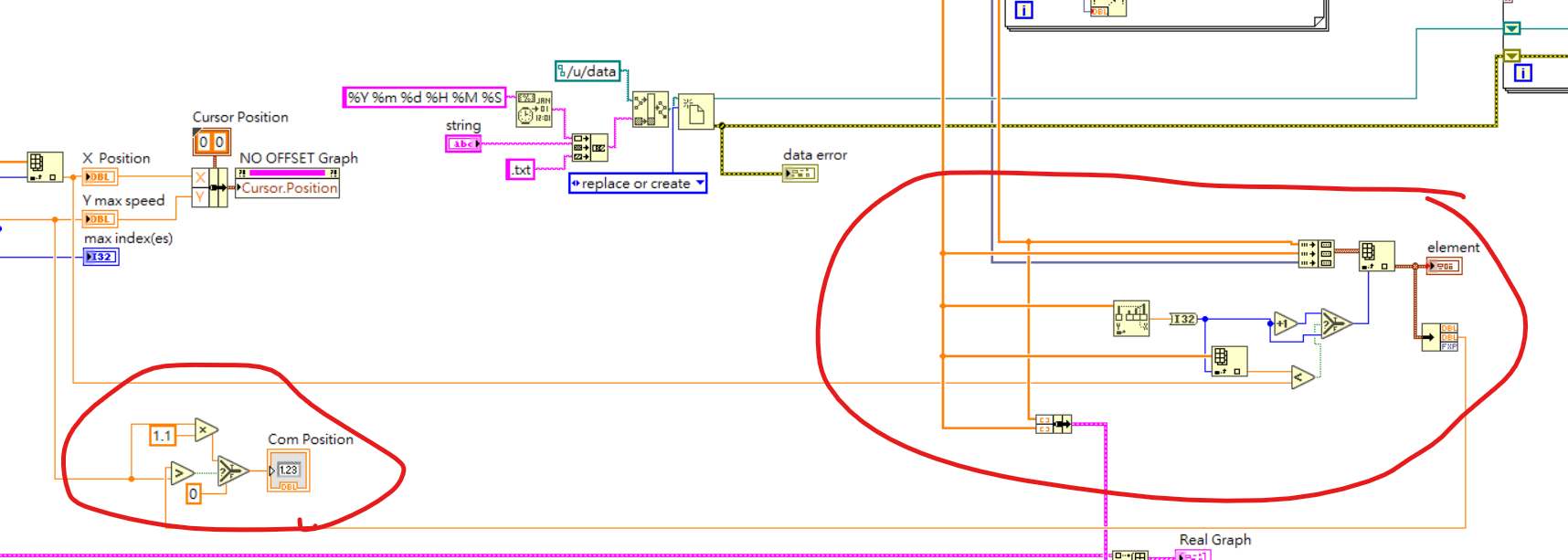
目前是卡在不知道在下一次執行時進入補償的這個部分,於圖三左邊圈圈當中是我模擬預設曲線與實際曲線比較的過程。